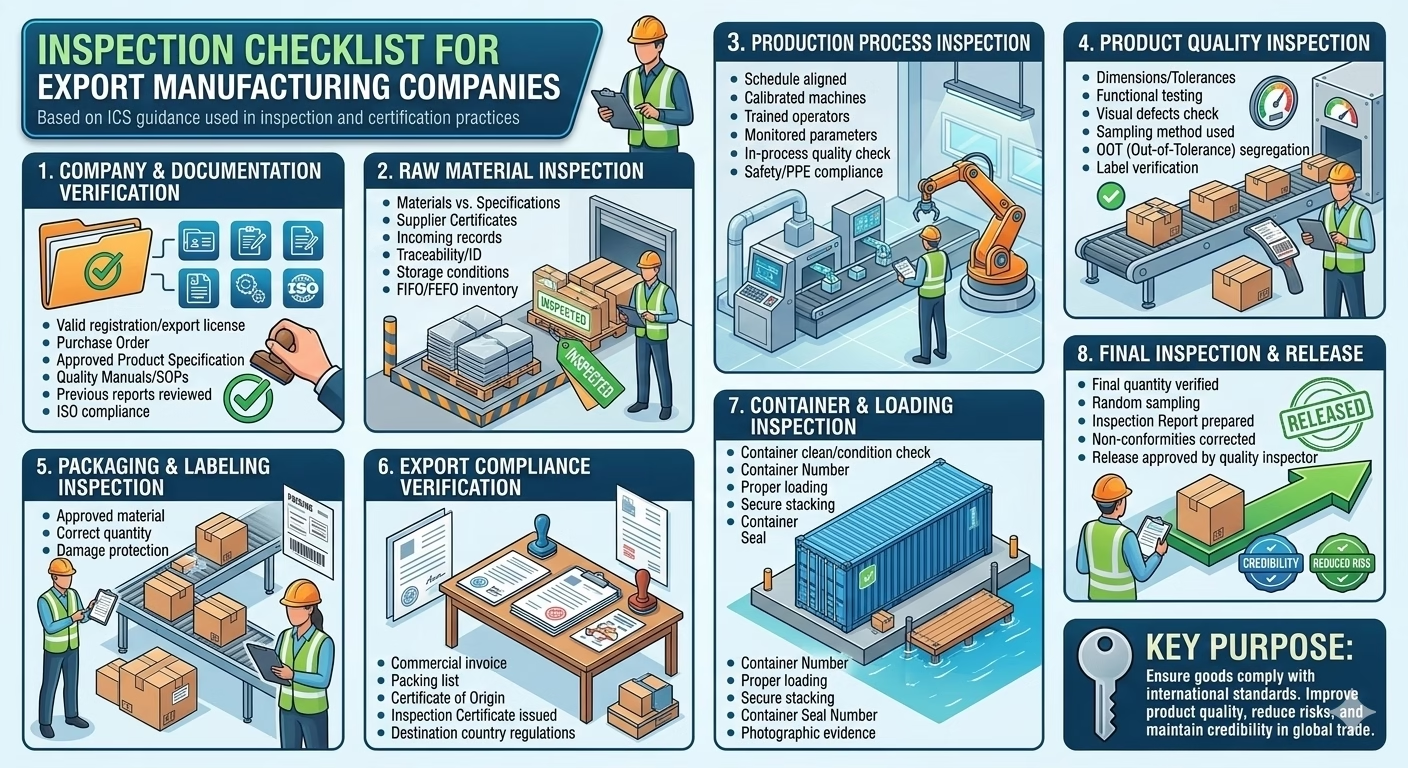
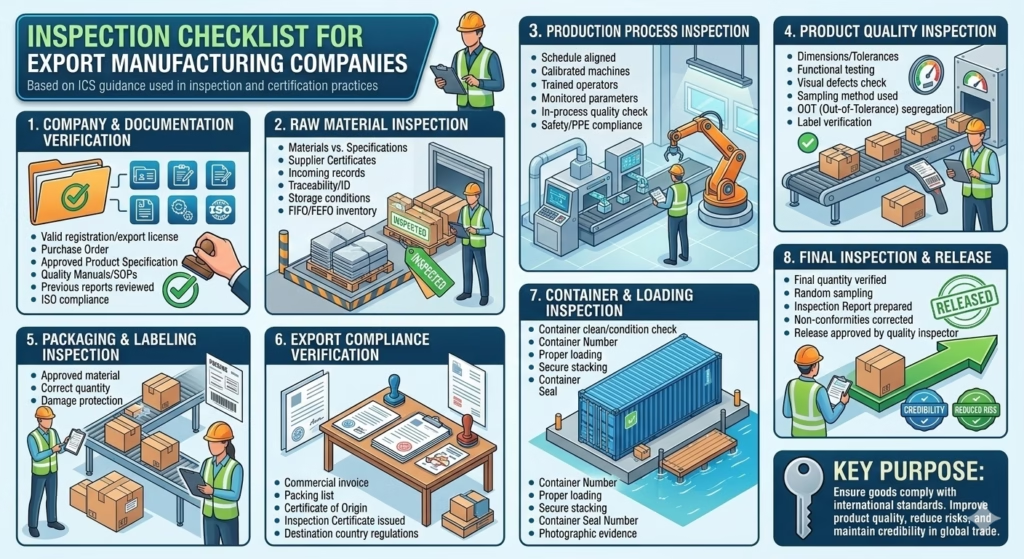
1. Company & Documentation Verification
- Valid company registration and export license
- Purchase order or export contract available
- Product specification approved by the buyer
- Quality manuals and standard operating procedures (SOPs) documented
- Previous inspection reports reviewed
- Compliance with international standards (ISO, regulatory requirements)
2. Raw Material Inspection
- Raw materials verified against approved specifications
- Supplier quality certificates available
- Incoming material inspection records maintained
- Proper identification and traceability of materials
- Correct storage conditions (temperature, humidity, segregation)
- FIFO/FEFO inventory management followed
3. Production Process Inspection
- Production schedule aligned with export order
- Machines calibrated and properly maintained
- Operators trained and authorized
- Process parameters monitored and recorded
- In-process quality inspection conducted
- Safety procedures and PPE compliance maintained
4. Product Quality Inspection
- Product dimensions and tolerances verified
- Functional testing completed
- Visual inspection for finishing and defects
- Sampling inspection method followed
- Non-conforming products segregated and documented
- Product labels and markings verified
5. Packaging & Labeling Inspection
- Packaging material approved and suitable for export
- Correct quantity per carton or pallet
- Protection against moisture, vibration, and damage
- Shipping marks and barcodes verified
- Country-of-origin marking applied correctly
6. Export Compliance Verification
- Commercial invoice prepared
- Packing list verified
- Certificate of origin available
- Inspection certificate issued
- Compliance with destination country regulations confirmed
7. Container & Loading Inspection
- Container cleanliness and condition checked
- Container number recorded
- Proper loading method used
- Cartons stacked securely
- Container seal number recorded
- Photographic evidence documented
8. Final Inspection & Release
- Final quantity verified
- Random inspection sampling conducted
- Inspection report prepared
- Non-conformities recorded and corrected
- Shipment release approved by quality inspector
💡 Key Purpose:
Import and export inspections ensure that goods comply with international standards and regulations, helping companies improve product quality, reduce ri