Understanding Sampling in Quality Inspection
When a factory produces 10,000 units of a product, inspecting every single item (100% inspection) is often too costly and time-consuming. Instead, inspectors use Statistical Sampling. This involves selecting a specific number of units to represent the entire batch.
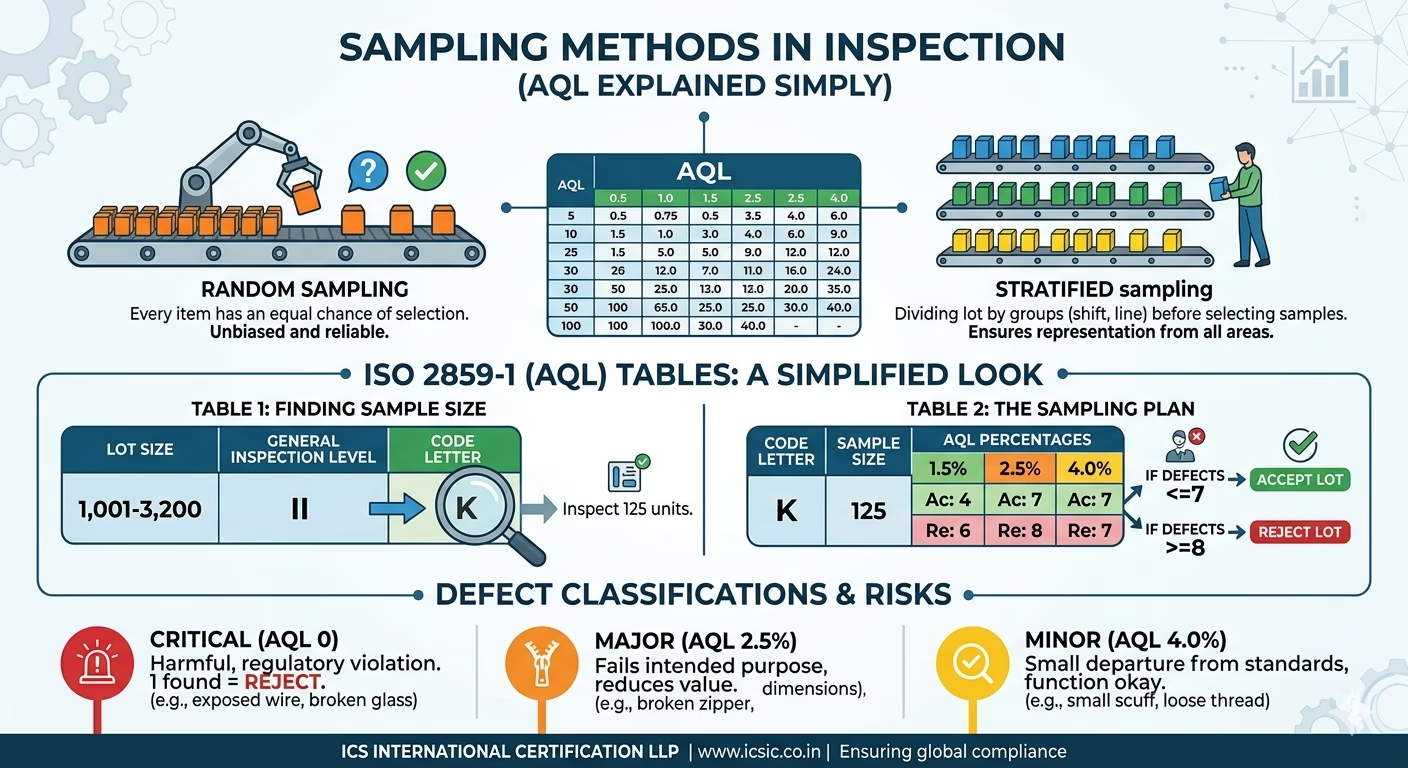
Common Sampling Methods
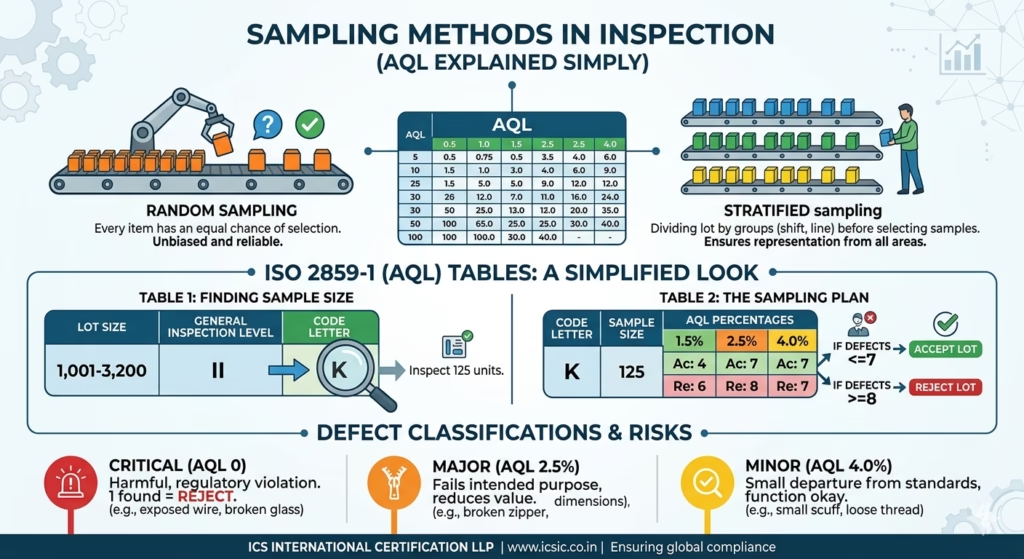
- Random Sampling: Every item in the lot has an equal chance of being selected. This is the gold standard for unbiased results.
- Stratified Sampling: The lot is divided into sub-groups (e.g., by production line or shift), and samples are taken from each group. This ensures that a specific part of the production doesn’t hide defects.
- Clockwise/Top-to-Bottom Sampling: To prevent “cherry-picking” by the factory, inspectors often pull cartons from different layers of a pallet (top, middle, bottom) and different positions.
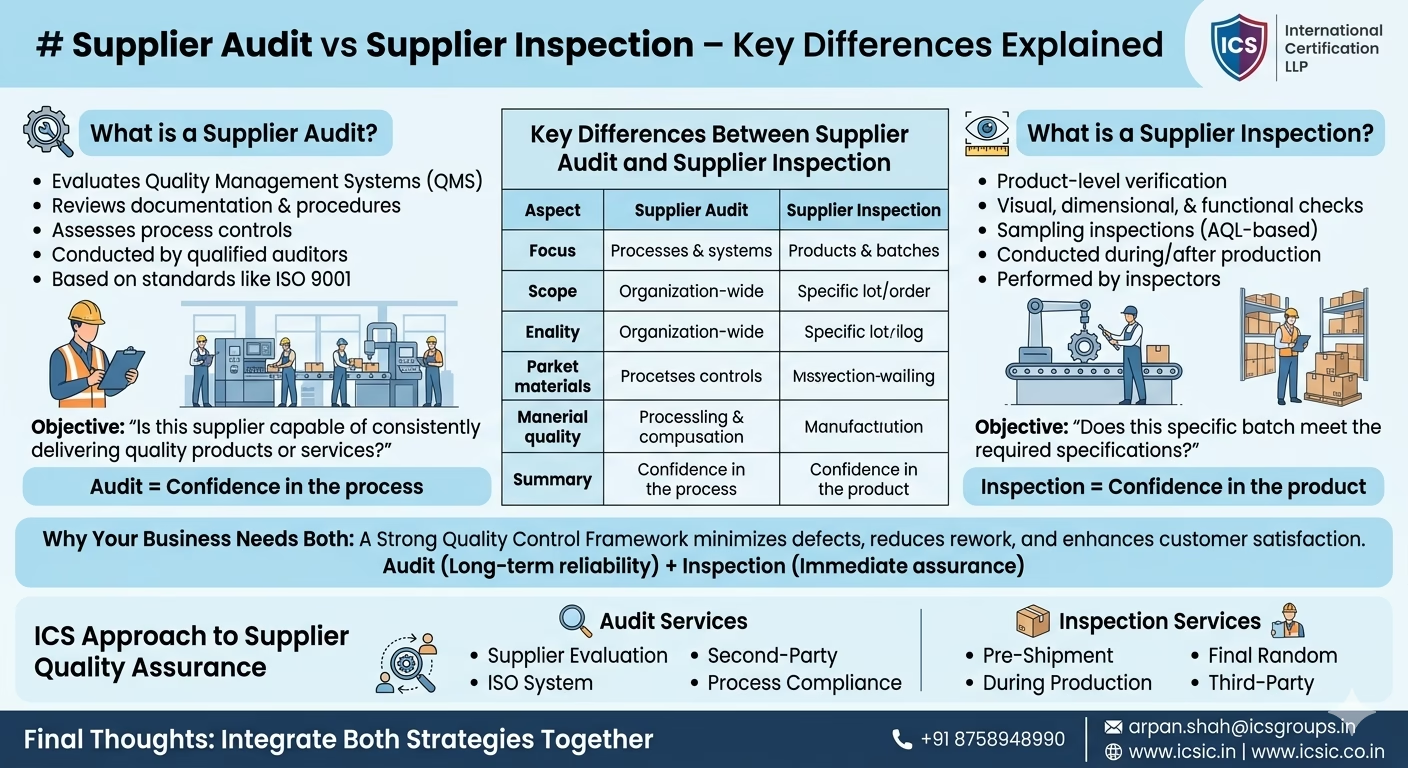
What is AQL? (The Industry Standard)
AQL (Acceptable Quality Level) is a statistical measurement used to determine the maximum number of defective units that can be considered acceptable within a random sample. If the number of defects found exceeds a pre-defined limit, the entire batch is rejected.
The most widely used standard for this is ISO 2859-1 (also known as ANSI/ASQC Z1.4).
How the AQL Table Works
The process typically involves two main tables:
Table A: Sample Size Code Letters You look up your total lot size (e.g., 5,000 units) and choose an “Inspection Level” (usually General Inspection Level II). This gives you a Code Letter (e.g., Letter ‘L’).
Table B: The Sampling Plan You find your Code Letter (‘L’) to see the required Sample Size (e.g., 200 units). Then, you look at your chosen AQL percentage to find the Acceptance (Ac) and Rejection (Re) points.
Classification of Defects
Not all defects are equal. In an AQL-based inspection, flaws are categorized into three levels:
- Critical Defects (AQL 0%): Anything that could harm the user or violates mandatory regulations (e.g., a needle found in a garment or exposed wiring). Acceptance point is usually zero.
- Major Defects (AQL 2.5%): Defects that make the product fail its intended purpose or significantly reduce marketability (e.g., a non-functional zipper or the wrong color).
- Minor Defects (AQL 4.0%): Small issues that don’t affect function but represent a departure from quality standards (e.g., a loose thread or a slight scuff on the packaging).
Why Sampling Accuracy Matters for Exporters
For clients of ICS International Certification LLP, utilizing professional sampling plans offers three major benefits:
- Risk Mitigation: It provides a statistically valid “green light” before goods are shipped, reducing the risk of expensive international returns.
- Cost Efficiency: It balances the need for quality with the speed of global logistics.
- Regulatory Compliance: Many international buyers and government bodies require inspection reports based on ISO 2859-1 standards before allowing entry into their markets.
Partner with Experts
Ensuring your products meet global standards requires more than just a quick glance at the production line. ICS International Certification LLP provides expert Pre-Shipment Inspection (PSI) and Container Loading Inspection (CLI) services to safeguard your reputation.