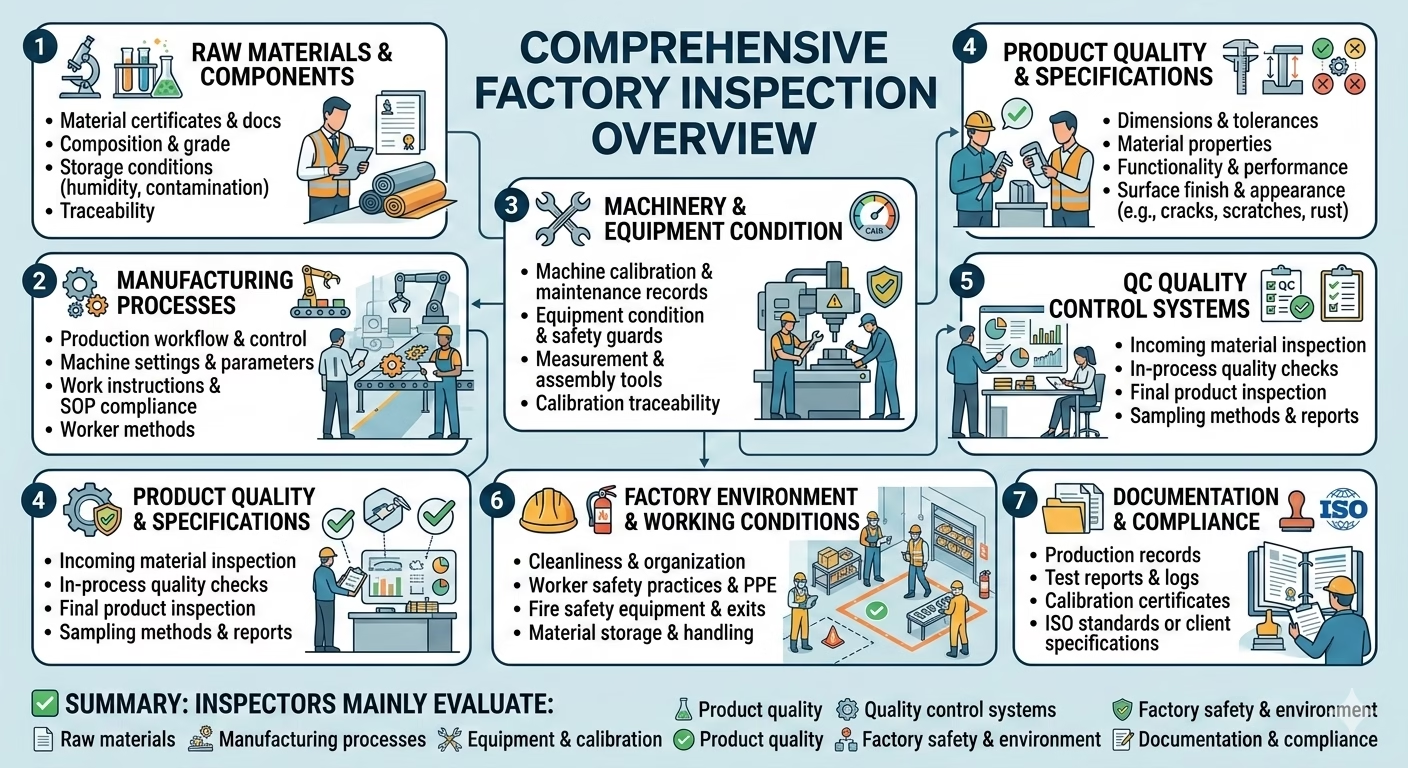
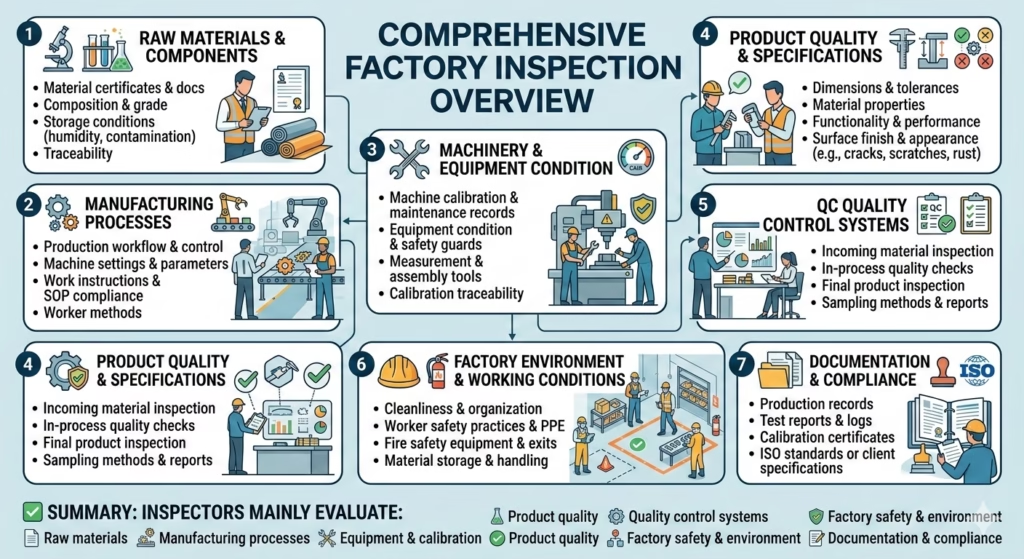
1. Raw Materials and Components
Inspectors verify the quality and suitability of raw materials used in production.
Typical checks include:
- Material certificates and supplier documentation
- Material composition and grade
- Storage conditions (humidity, contamination risk)
- Traceability of materials used in manufacturing
This ensures that production starts with materials that match the required specifications.
2. Manufacturing Processes
Inspectors observe how products are manufactured and whether processes follow the required procedures.
They check:
- Production workflow and process control
- Machine settings and operational parameters
- Work instructions and SOP compliance
- Whether workers follow proper production methods
This confirms that the manufacturing process can consistently produce quality products.
3. Machinery and Equipment Condition
Inspection teams verify that equipment used in production is properly maintained and safe to operate.
They look at:
- Machine calibration and maintenance records
- Equipment condition and safety guards
- Tools used for measurement or assembly
- Calibration traceability to recognized standards
Accurate equipment is critical for maintaining product quality and measurement reliability.
4. Product Quality and Specifications
Inspectors test whether finished or in-process products match the design requirements.
Typical product checks include:
- Dimensions and tolerances
- Material properties
- Functionality and performance
- Surface finish and appearance
Visual inspections may also identify defects such as cracks, scratches, rust, welding defects, or coating problems.
5. Quality Control Systems
Inspectors review the factory’s quality management system to confirm that consistent quality control practices exist.
This includes:
- Incoming material inspection procedures
- In-process quality checks
- Final product inspection procedures
- Sampling methods and inspection reports
A strong quality system helps prevent defects before products reach customers.
6. Factory Environment and Working Conditions
Inspectors also evaluate the overall factory environment.
Key areas reviewed:
- Cleanliness and organization of production areas
- Worker safety practices and PPE usage
- Fire safety equipment and emergency exits
- Storage and handling of materials
A safe and organized facility improves both product quality and worker safety.
7. Documentation and Compliance
Another important part of the inspection is verifying documentation.
Inspectors review:
- Production records
- Test reports and inspection logs
- Calibration certificates
- Compliance with standards such as ISO or client specifications
Proper documentation ensures traceability and accountability in the manufacturing process.
✅ In summary:
During a factory inspection, inspectors mainly evaluate:
- Raw materials
- Manufacturing processes
- Equipment and calibration
- Product quality
- Quality control systems
- Factory safety and environment
- Documentation and compliance
These checks help ensure that products are manufactured safely, consistently, and according to required standards before they reach the market.